


圆鼻铣刀六刃铣刀
- 品质厂家:Koranch/克兰奇
- 产品名称:圆鼻铣刀六刃铣刀
- 产品概述: 圆鼻铣刀从外观上与球刀的最大差别在于它结合了球刀与立铣刀的优点,刀头曲面不像球刀的弧度那么大,只是一个小小的小R角弧度,同时刀头底部保持了立铣刀的特点,这种设计…...
产品概述:
注意:在技术参数里面配上转速说明
圆鼻铣刀从外观上与球刀的最大差别在于它结合了球刀与立铣刀的优点,刀头曲面不像球刀的弧度那么大,只是一个小小的小R角弧度,同时刀头底部保持了立铣刀的特点,这种设计可以使它在加工平坦的工件时也有比较好的铣削质量,虽然在加工曲面时加工的范围比较小,但对于小角度的曲面加工业有很大优势。
一、适用范围--配图片
适用于加工铜,不锈钢,合金钢,工具钢,调质钢,碳素钢,铸铁,热处理淬火钢材
加工范围:开粗、平面光刀和曲面外形光刀
适用机床:CNC加工中心、精雕机等高速机床。
如果工件较大,曲面变化较小,狭小凹陷区域较少,相对平坦的区域较多,强烈建议用圆鼻铣刀加工,然后使用二次开粗方式查找需要后续加工的区域。如果工件较小,曲面变化较大,狭小凹陷区域较多,还是可以用球刀。
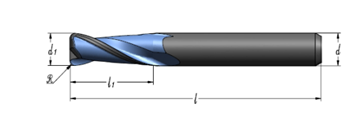
二、规格
|
DS系列高硬二刃圆鼻铣刀 双后角直线边-35°
U0.6<HRC55 |
||||||
|
货号 |
直径(d1) |
圆角(R) |
刃长(l1) |
柄径(d) |
全长(l ) |
样式 |
|
DSR-C04BZ-2F020R0.2 |
2.0 |
0.2 |
5 |
4 |
50 |
A |
|
DSR-C04BZ-2F025R0.2 |
2.5 |
0.2 |
7 |
4 |
50 |
A |
|
DSR-C04BZ-2F030R0.2 |
3.0 |
0.2 |
8 |
4 |
50 |
A |
|
DSR-C04BZ-2F030R0.5 |
3.0 |
0.5 |
8 |
4 |
50 |
A |
|
DSR-C03BZ-2F030R0.2 |
3.0 |
0.2 |
8 |
3 |
50 |
B |
|
DSR-C03BZ-2F030R0.5 |
3.0 |
0.5 |
8 |
3 |
50 |
B |
|
DSR-C04BZ-2F035R0.2 |
3.5 |
0.2 |
9 |
4 |
50 |
A |
|
DSR-C04BZ-2F035R0.5 |
3.5 |
0.5 |
9 |
4 |
50 |
A |
|
DSR-C04BZ-2F040R0.2 |
4.0 |
0.2 |
11 |
4 |
50 |
B |
|
DSR-C04BZ-2F040R0.5 |
4.0 |
0.5 |
11 |
4 |
50 |
B |
|
DSR-C04BZ-2F040R1.0 |
4.0 |
1.0 |
11 |
4 |
50 |
B |
|
DSR-C06BZ-2F050R0.3 |
5.0 |
0.3 |
13 |
5 |
50 |
B |
|
DSR-C06BZ-2F050R0.5 |
5.0 |
0.5 |
13 |
5 |
50 |
B |
|
DSR-C06BZ-2F050R1.0 |
5.0 |
1.0 |
13 |
5 |
50 |
B |
|
DSR-C06BZ-2F050R0.3 |
5.0 |
0.3 |
13 |
6 |
50 |
A |
|
DSR-C06BZ-2F050R0.5 |
5.0 |
0.5 |
13 |
6 |
50 |
A |
|
DSR-C06BZ-2F050R1.0 |
5.0 |
1.0 |
13 |
6 |
50 |
A |
|
DSR-C06BZ-2F060R0.5 |
6.0 |
0.5 |
16 |
6 |
50 |
B |
|
DSR-C06BZ-2F060R1.0 |
6.0 |
1.0 |
16 |
6 |
50 |
B |
|
DSR-C06BZ-2F060R1.5 |
6.0 |
1.5 |
16 |
6 |
50 |
B |
|
DSR-C08BZ-2F080R0.5 |
8.0 |
0.5 |
20 |
8 |
60 |
B |
|
DSR-C08BZ-2F080R1.0 |
8.0 |
1.0 |
20 |
8 |
60 |
B |
|
DSR-C08BZ-2F080R1.5 |
8.0 |
1.5 |
20 |
8 |
60 |
B |
|
DSR-C10BZ-2F100R0.5 |
10.0 |
0.5 |
25 |
10 |
75 |
B |
|
DSR-C10BZ-2F100R1.0 |
10.0 |
1.0 |
25 |
10 |
75 |
B |
|
DSR-C10BZ-2F100R1.5 |
10.0 |
1.5 |
25 |
10 |
75 |
B |
|
DSR-C10BZ-2F100R2.0 |
10.0 |
2.0 |
25 |
10 |
75 |
B |
|
DSR-C12BZ-2F120R0.5 |
12.0 |
0.5 |
30 |
12 |
75 |
B |
|
DSR-C12BZ-2F120R1.0 |
12.0 |
1.0 |
30 |
12 |
75 |
B |
|
DSR-C12BZ-2F120R1.5 |
12.0 |
1.5 |
30 |
12 |
75 |
B |
|
DSR-C12BZ-2F120R2.0 |
12.0 |
2.0 |
30 |
12 |
75 |
B |
|
DSR-C16BZ-2F160R1.0 |
16.0 |
1.0 |
40 |
16 |
100 |
B |
|
DSR-C16BZ-2F160R1.5 |
16.0 |
1.5 |
40 |
16 |
100 |
B |
|
DSR-C16BZ-2F160R2.0 |
16.0 |
2.0 |
40 |
16 |
100 |
B |
|
DSR-C16BZ-2F160R2.5 |
16.0 |
2.5 |
40 |
16 |
100 |
B |
|
DSR-C16BZ-2F160R3.0 |
16.0 |
3.0 |
40 |
16 |
100 |
B |

三、产品细节
1. 负前角设计
采用适合的负前角设计,兼顾了刃口强度与 锋利程度。同时采用大芯径,増强刀具刚性, 使其切削与排屑稳定.
2、大排屑空间
大容信排屑有着强力切削,排出切削流畅, 可实现高效率加工.
3、双刃带设计
采用螺旋双刃带设计,使铁刀更加耐磨, 加切时减少产品毛刺,使工件更加光泽亮丽。
4、柄部倒角设计
圆润光滑手柄配精准倒角,节约更换刀具时长, 工作效率直线上升。
四、涂层说明
纳米涂层具有耐磨性和抗氧化性,能对55度以下的热处理材料直接进行高速粗加工细加工,减少换刀次数提高机床稼动率。
|
涂层材料 |
维氏硬度HV |
干摩擦系数(对钢) |
参考膜厚 |
耐热温度(℃) |
颜色 |
|
AlTiN |
2950 |
0.3-0.4 |
1.2-2.5u |
900 |
黑色 |
|
TiSiN |
3100 |
0.4 |
1.2-2.5u |
1000 |
古铜色 |
|
TiSiN |
3200 |
0.4 |
2-4u |
1100 |
古铜色 |
|
TiAlN |
3100 |
0.25 |
0.8-1.5u |
1000 |
灰黑色 |
五、使用以及定制说明
使用说明
为了得到较佳切削效果及延长刀具寿命。请务必使用高精度、高刚性、动平衡佳的刀具。
1使用刀具前,请测刀具偏摆,刀具偏摆精度超过0.01mm时,请改正后再切削;
2.刀具伸出夹头的长度越短越好,刀具伸出较长时,请自行调降转速、进给速度或切削量;
3.在切削中若产生异常震动或声音时,请调降主轴转速与切削量到情况改善为止;
4钢料冷却以喷雾式或喷气式为最佳适用方式,以使高铝钛发挥最佳效果。不锈钢、钛合金或耐热何静建议适用不水溶性切削液。
5.切削方式受工件、机器、软件的影响,以上噸仅供参考,待切削状况稳定后再将进给速 度往上提高30%~50%。
定制说明
对于需要定制的球头铣刀类型产品,请按以下形式给出相应数据。
1. 规格D8R4*20*SHD8*60,即
刃径:8mm
刃长:20mm
柄径:8mm
总长:60mm
2. 加工工件
3. 加工环境
六、刀具问题及解决方案
|
问题 |
原因 |
解决方法 |
|
铣刀断损 |
进给速度太快,转速太慢 |
降低进给速度,或提高加转速,雕刻机正常的转速要在20000转/分钟以上 |
|
切削余量太多 |
减少切削量 |
|
|
刀具伸出太长,夹持部位太少 |
尽量减少伸出部分,保证夹持部位在4倍柄以上 |
|
|
刃口磨损严重 |
换刀重磨,或降低切削速度 |
|
|
夹具精度太差 |
更换夹具 |
|
|
主轴或夹具松动 |
调整主轴或夹具 |
|
|
加工面复杂,死角太多 |
调整切削参数,编程方式 |
|
|
工件固定不稳 |
改善工装夹具,确保工件稳固 |
|
|
排屑不良,沾屑严重 |
重选刀具型号,改变冷却方式 |
|
|
刀刃易崩裂 |
进给速度太快,刃口太锋利或刀尖角太尖 |
降低逬给速度用金钢锉倒角,使刃口钝化 |
|
夹头精度太差或安装不良 |
更换夹头,或清理夹头中的碎屑 |
|
|
夹具刚性太差,把握力不够 |
降低切削参数 |
|
|
工件形状复杂,死角太多 |
改低切削参数及编程方式 |
|
|
工件安装不稳固 |
改善工装夹具,确保工件稳固 |
|
|
切削方向不正确 |
一般采用顺铣方式切削 |
|
|
材料中有杂质 |
注意材料及切削速度 |
|
|
刀刃易磨损 |
回转速度太快或进给速度太慢 |
降低回转数或提高进给速度 |
|
主轴或夹具精度不高 |
调整主轴精度或更换夹具 |
|
|
排屑不佳,刀刃粘屑 |
选择正确的刀具型号,改善排屑方式 |
|
|
工件材料不明,刀具型号选择不正确 |
确定材质近目录选择相应型号刀具 |
|
|
切削液选择不正确 |
选择正确的切削液 |
|
|
切削方向不正确 |
选择顺洗方式 |
|
|
表面光洁度不佳 |
规格型号参数:工程现场:
采购流程:
服务热线:186-0258-6653
|





