


产品概述:
一、产品参数
HRC:60°
螺旋角:
刃数:4刃
二、适用范围
螺纹铁刀非全齿接触切削 机床负载和切削力比丝攻小,且安装方便快捷。螺纹铣刀不怕折断,丝攻折断后可能会造成工件的报废,螺纹铣刀即使人为折断也容易取出,工件不会报废。
适用机床:CNC加工中心、数控机床等。
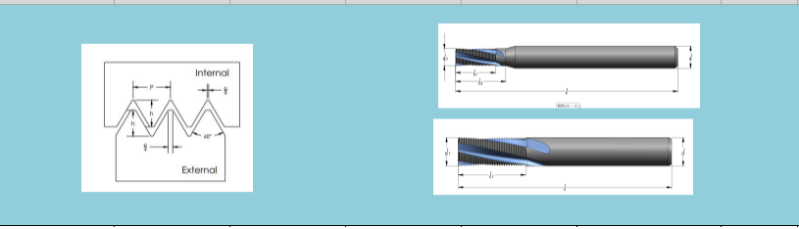
加工范围:加工内螺纹,加工外螺纹
适用材料:不锈钢,模具钢,球墨铸铁,合金钢,调制钢,钛合金等
三、规格
螺纹铣削原理:螺纹铣削是在三轴联动的机床(加工中心)完成的,在X、Y轴走G03/02一圈时,Z轴同步移动一个螺距P的量。
|
螺距(p) |
ISO螺纹 |
刃径 (d1) Diameter |
柄径 (d) Shank Dia. |
有效长度(l1) Effective Length |
全长 (l) O.A.L. |
刃数 Flute |
|
0.50 |
M3.0 |
2.20 |
4 |
6.0 |
45 |
3 |
|
0.50 |
M4.0 |
3.00 |
4 |
8.0 |
45 |
3 |
|
0.70 |
M4.0 |
2.80 |
4 |
8.4 |
45 |
3 |
|
0.80 |
M5.0 |
3.50 |
4 |
10.4 |
45 |
3 |
|
0.75 |
M6.0 |
3.90 |
4 |
12.0 |
45 |
3 |
|
1.00 |
M6.0 |
3.90 |
4 |
12.0 |
45 |
3 |
|
1.00 |
M8.0 |
5.90 |
6 |
16.0 |
57 |
3 |
|
1.25 |
M8.0 |
5.80 |
6 |
16.3 |
57 |
3 |
|
1.00 |
M10.0 |
7.70 |
8 |
20.0 |
63 |
3 |
|
1.50 |
M10.0 |
7.70 |
8 |
21.0 |
63 |
3 |
|
1.00 |
M12.0 |
9.90 |
10 |
24.0 |
73 |
4 |
|
1.50 |
M12.0 |
9.40 |
10 |
24.0 |
73 |
4 |
|
1.75 |
M12.0 |
8.70 |
10 |
24.5 |
73 |
4 |
|
1.50 |
M14.0 |
11.20 |
12 |
28.5 |
83 |
4 |
|
2.00 |
M14.0 |
9.90 |
10 |
28.0 |
73 |
4 |
|
1.50 |
M16.0 |
11.90 |
12 |
33.0 |
83 |
4 |
|
2.00 |
M16.0 |
11.90 |
12 |
32.0 |
83 |
4 |
|
2.50 |
M18-M22 |
13.90 |
16 |
40.0 |
92 |
4 |
|
3.00 |
M24.0 |
15.90 |
16 |
42.0 |
92 |
4 |
四、产品细节
1. 负前角设计
采用适合的负前角设计,兼顾了刃口强度与 锋利程度。同时采用大芯径,増强刀具刚性, 使其切削与排屑稳定.
2、大排屑空间
大容信排屑有着强力切削,排出切削流畅, 可实现高效率加工.
3、高精度螺纹
高精度螺纹,排屑顺畅,斜式多排屑槽设计,可螺旋散热设计高效铣牙,排屑顺畅,光滑无毛刺。
4、柄部倒角设计
圆润光滑手柄配精准倒角,节约更换刀具时长, 工作效率直线上升。
五、涂层说明
纳米涂层具有耐磨性和抗氧化性,能对55度以下的热处理材料直接进行高速粗加工细加工,减少换刀次数提高机床稼动率。
|
涂层材料 |
维氏硬度HV |
干摩擦系数(对钢) |
参考膜厚 |
耐热温度(℃) |
颜色 |
|
TiSiN |
3100 |
0.4 |
1.2-2.5u |
1000 |
古铜色 |
六、使用以及定制说明
使用说明
为了得到较佳切削效果及延长刀具寿命。请务必使用高精度、高刚性、动平衡佳的刀具。
1使用刀具前,请测刀具偏摆,刀具偏摆精度超过0.01mm时,请改正后再切削;
2.刀具伸出夹头的长度越短越好,刀具伸出较长时,请自行调降转速、进给速度或切削量;
3.在切削中若产生异常震动或声音时,请调降主轴转速与切削量到情况改善为止;
4钢料冷却以喷雾式或喷气式为最佳适用方式,以使高铝钛发挥最佳效果。不锈钢、钛合金或耐热何静建议适用不水溶性切削液。
5.切削方式受工件、机器、软件的影响,以上噸仅供参考,待切削状况稳定后再将进给速 度往上提高30%~50%。
定制说明
对于需要定制的球头铣刀类型产品,请按以下形式给出相应数据。
1. 规格D8R4*20*SHD8*60,即
刃径:8mm
刃长:20mm
柄径:8mm
总长:60mm
2. 加工工件
3. 加工环境
规格型号参数:
一、转速说明
|
被加工材料 |
铸铁球墨铸铁 |
碳素钢,合金钢~750N/MM2 |
碳素钢,合金钢~30HRC |
预硬钢,调质钢-40HRC |
不锈钢 |
预硬钢,调质钢-50HRC |
||||||
|
直径(mm) |
转速(min") |
进给速度 (mm/min) |
转速(min") |
进给速度 (mm/min) |
转速(min") |
进给速度 (mm/min) |
转速(min") |
进给速度 (mm/min) |
转速(min") |
进给速度 (mm/min) |
轉速 (min*) |
進给速度 (mm/min) |
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |




