


合金钻头
- 品质厂家:Koranch/克兰奇
- 产品名称:合金钻头
- 产品概述:
适用于加工铜,不锈钢,合金钢,工具钢,调质钢,碳素钢,铸铁,热处理淬火钢材
适用机床:数控机床,加工中心等功率大、钢性好的机床
加工范围:钻孔
...
产品概述:
一、适用范围
适用于加工铜,不锈钢,合金钢,工具钢,调质钢,碳素钢,铸铁,热处理淬火钢材
适用机床:数控机床,加工中心等功率大、钢性好的机床
加工范围:钻孔
二、规格
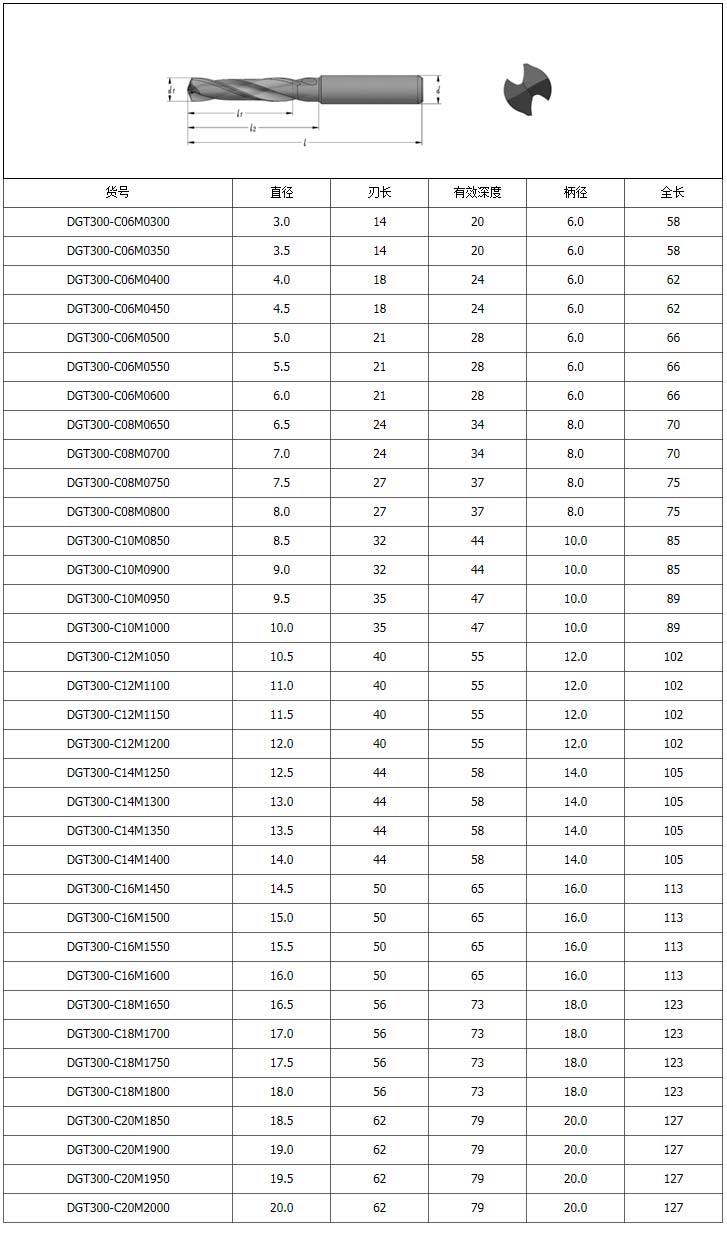
三、产品细节
1.尺寸形式 参考DIN6537标准制造 2.横刃修正 IRK标准 3.主刃顶角 140° 4.排屑槽形 特殊设计,便于排屑 5.刃径公差 m7 6.柄径型式 参考DIN6535HA h6
四、涂层说明
纳米涂层具有耐磨性和抗氧化性,能对55度以下的热处理材料直接进行高速粗加工细加工,减少换刀次数提高机床稼动率。
五、使用以及定制说明
使用说明
1、选择正确的机床
硬质合金钻头可应用于数控机床,加工中心等功率大、钢性好的机床,并且应保证刀尖跳动TIR<0.02。而摇臂钻,万能铣等机床由于功率较小,主轴精度差,容易导致硬质合金钻头的早期崩损,应尽量避免。
2、选择正确的刀柄
弹簧夹头,侧压刀柄,液压刀柄,热涨刀柄等都可使用,但由于快换钻夹头夹紧力不够容易导致钻头打滑而失效,应杜绝使用。
3、正确的冷却
(1)外冷应注意冷却的方向组合,形成上下梯次配置,并且尽可能减小与刀具的夹角。
(2)内冷钻头应注意压力和流量,并应防止冷却液泄露影响冷却效果。
4、正确的钻孔工艺
(1)当入钻表面倾角>8-10°时,不可钻。<8-10°时,进给应减至正常的1/2-1/3;
(2)当出钻表面倾角>5°时,进给应减至正常的1/2-1/3;
(3)当钻交叉孔(正交孔或斜交孔)时,进给应减至正常的1/2-1/3;
(4)2刃钻头不得扩孔。
定制说明
对于需要定制的球头铣刀类型产品,请按以下形式给出相应数据。
1. 规格D8R4*20*SHD8*60,即
刃径:8mm
刃长:20mm
柄径:8mm
总长:60mm
2. 加工工件
3. 加工环境
规格型号参数:
工程现场:





